台形ねじ切り 完成 あとは反転して軸受用ナットの切り欠きナット用のねじ切りとかH交差とか・・
| 名称 | 台形ねじ切り 完成 あとは反転して軸受用ナットの切り欠きナット用のねじ切りとかH交差とか・・ |
|---|
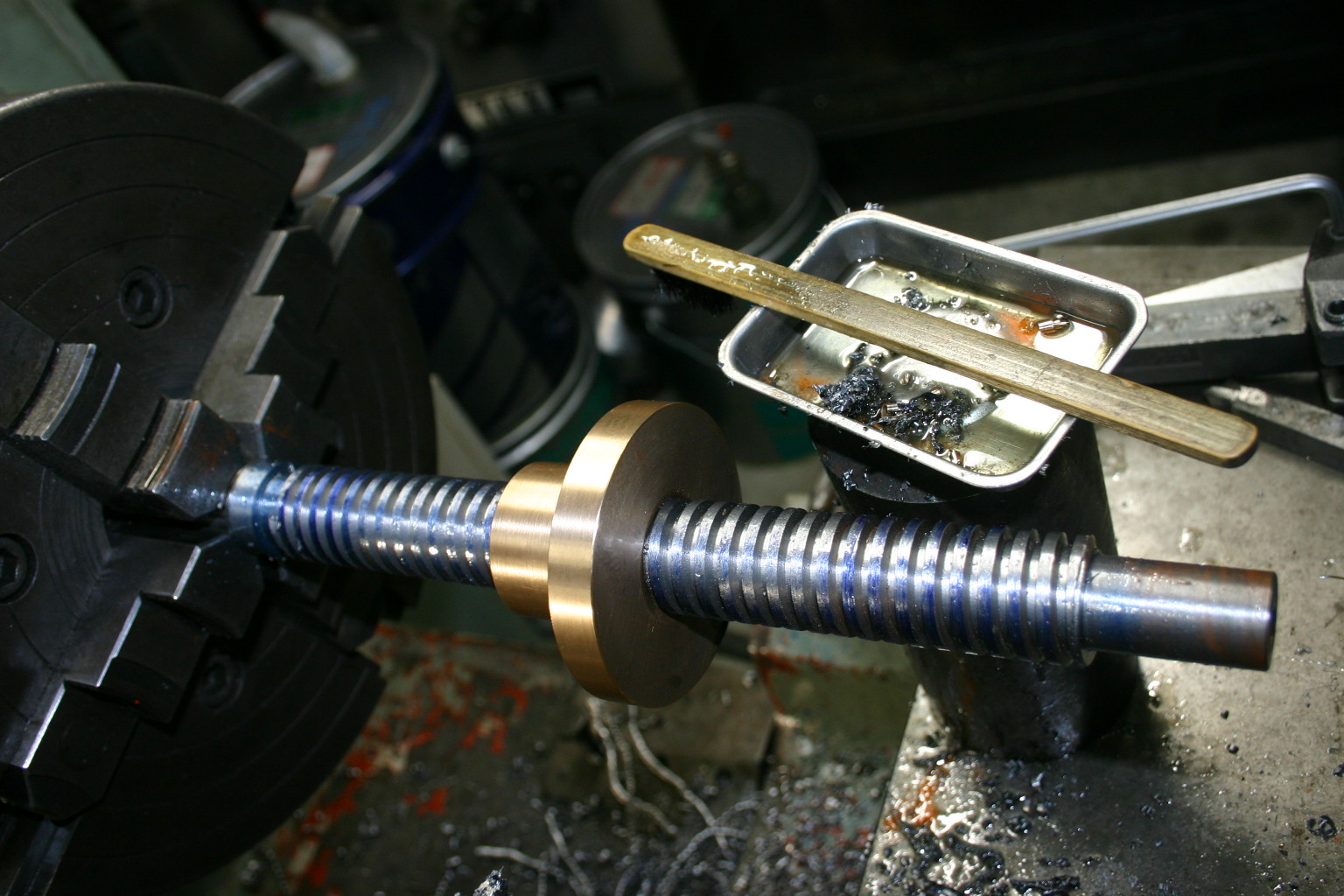
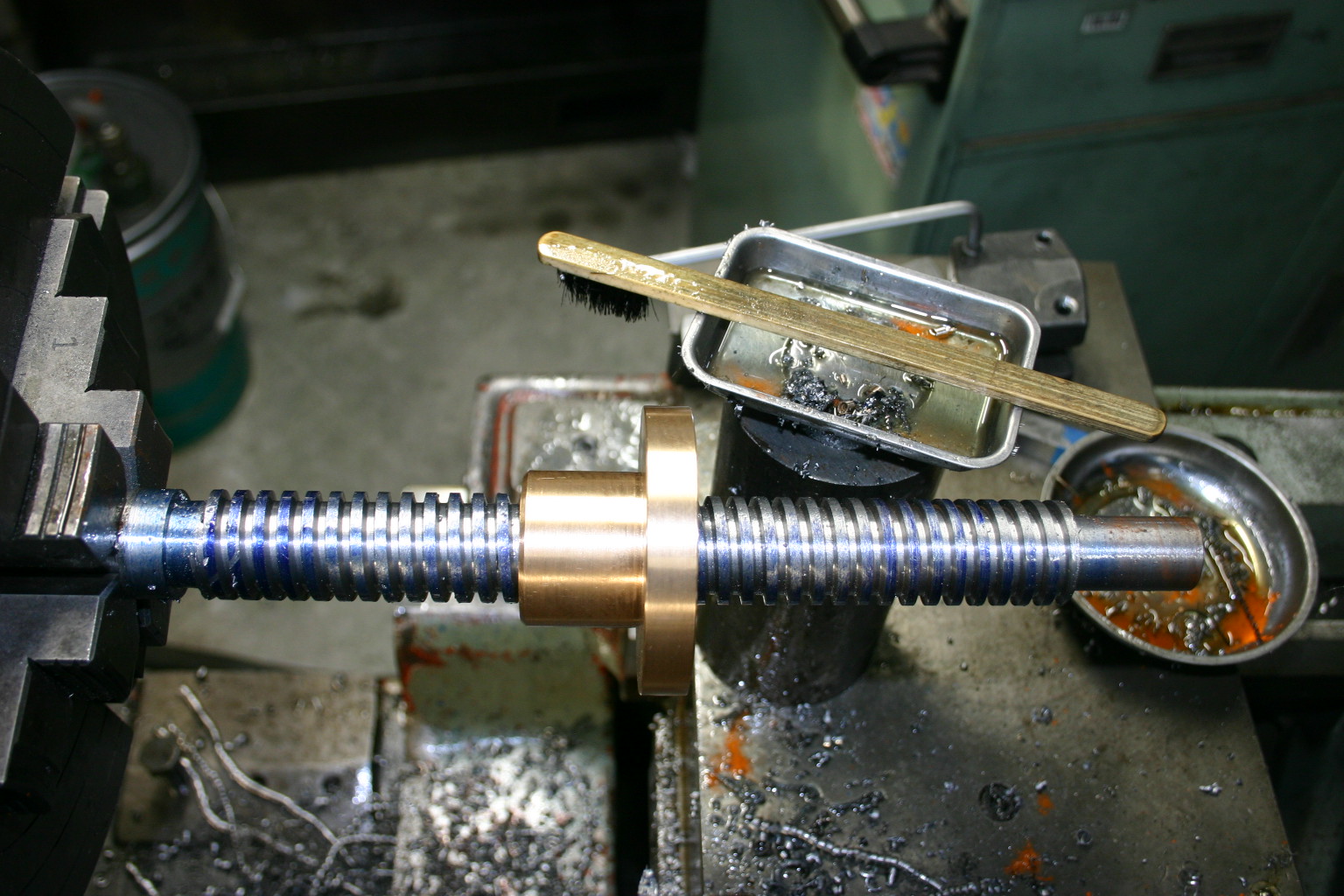
完成しました。青竹は「滝沢」でビミョーに位置がずれたことを考慮し切る前に全体を青く塗ったのです。こうすれば、ズレてもすぐわかりますので。三角ねじと違って角ねじは序盤ズレてても気が付きにくいのです。
ブルーライン旋盤は全くズレませんでした(それが普通なのですが)あと、気が付いたことで、移動振れ止めを固定するねじ穴が・・・ねぇ・・・(大汗
さて、今回の制作、何が難しいかと言いますと、シャフトがきちんと直線になるように、ゆがまないように考えることにつきます
ねじ切りは、はじめ角ねじを切ってから仕上げるので、全然負荷がかからないので楽でした。(ピッチが荒くて大きな径の60度とか55度の三角の内径ねじ切りのほうが嫌ダヨ(汗 )
ここで、ご自分の愛機「絞り旋盤」ガタ度チェック!!
まず、自分の絞り旋盤に金型をセットしてテールストック側に木の押しを「ねじ込み回転センター」にセットします。
ハンドルを普通に(遅からず早からず)クルクルっと惰性で回して金型に「木の押し」を当てます
そこで、ピタリと止まれば合格です。当たって、跳ね返って押しが戻って来たら、そのねじはバックラッシュきつすぎです。新品だったら仕事ナメすぎです。作った人に文句を言って内部のねじを交換してもらいましょう
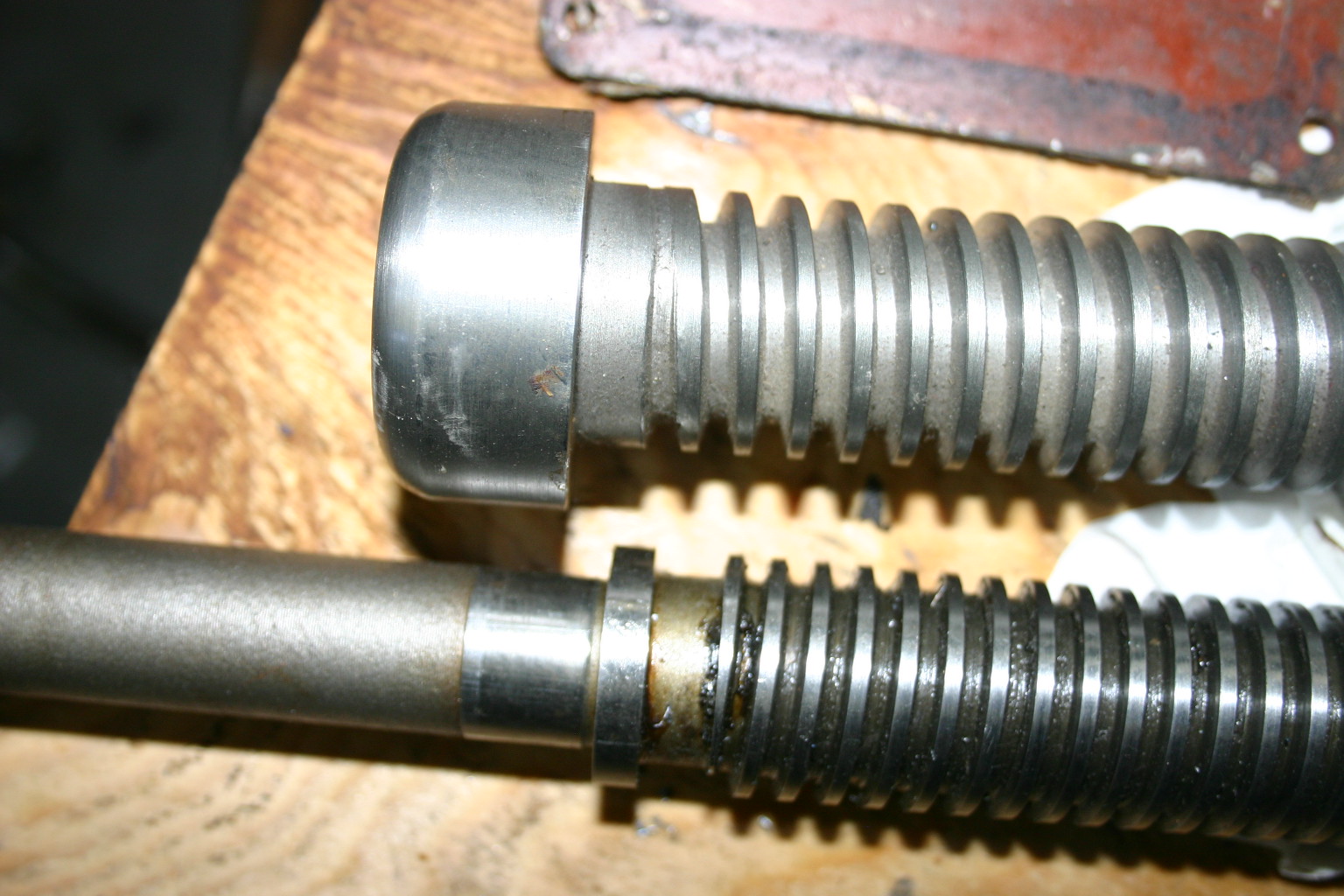
長いこと、使用していてバックラッシュが出てきた場合は、寿命です。だましだまし使えば、まだまだイケますが、毎日毎日使うたびに、うっとおしいので人生を損します。とりあえずメスの砲金部品を作り直しましょう。おねじのシャフトに合わせて砲金の部品を作れば安上がりです(シャフトのおねじが片減りしてたら両方、新規に作らなければなりません)
昔、駆け出しのころ、購入した中古汎用旋盤の台形ねじ(今回制作しているものと同じ)おす、めす部品の制作を人に依頼したら、バックラシュあり、ガッタガタのシャフトと砲金のセットを持ってきたのですが
テールストックを押しても、戻ってきちゃうんですよね(汗 しかも、上記の「絞り旋盤ガタ度チェック」のバックラッシュどころではなく、まったく押せないのです。緩んでしまうのです。
で、「なんか変だ、作り直してほしい」といったら、「押したらクランプレバーでロックすれば良い」(そんなガッタガタなテールストック無い)と言われ、上も(父親)「そうだそうだ!」とか完全アウェイ状態になってしまい・・・押し切られて、その後20年以上、へら絞り加工品を削るとき「テールストックで押す」→「クランプをロック」する→「仕事をする」→「クランプのロックを解除する」→品物を外す・・・・・この一連の動作を(毎回毎回クランプ)していたので、人生の貴重な時間をかなり浪費してしまいました(大汗
駆け出しのころは、何もできない素人でバックラッシュ自体知らなかったし、ねじ切りできなかったので、外注に出さざるを得なかったし・・・新しいアイデアのジグも自分では作れなかったので制作を依頼すると、もれなく外部に漏れるし・・・大変でございました(笑
以上の理由で、台形ねじ切は「絶対ガタにしてはイカン!」ほんの少しのガタも許さない。しっくり入るように仕上げましょう・・・。
制作事例
- 台形ねじ切り