台形ねじの新造、交換 外海のことは知りませんが、この業界でたぶんやってるテールストック内部の改造編
| 名称 | 台形ねじの新造、交換 外海のことは知りませんが、この業界でたぶんやってるテールストック内部の改造編 |
|---|
気が付いたら家の会社の宣伝相されている・・・名目上は社員ですが法律上、家の飼い猫も社員にできれば猫も社員ののアタマ数に入ってしまうような会社。身分なので、モチベーションは全く上がりません。
しかし・・不本意でもやるからには、何か工夫しないと・・・読んでいただく方に「ああ、ナルホド!」とうならせたり「次も読みたい」と思われるように・・・。
昔、師匠に厳しく躾けられたので、無い知恵を絞って記事というか日誌を紹介させていただきます。ただ・・・
制作進行について守秘義務がありますので、暫くは自分が使う道具や機械の改造、制作などの内容になってしまうかもしれません(自分・・・絞り職人なんだけどなぁ・・・)
前回の「ねじヤトイ」はオスねじまで切ったところまで進行し止まっています。記事はUPできますが、文章を書くのがおっくうなので(お)先にこちらの記事(日誌)を紹介させていただきます
へら絞り業界では旋盤テールストック内のネジをよく改造します
昔は内部に「台形ねじ」の正ねじが入っていました。正ねじは普通のねじで右に回すと閉まる、左で緩むわけです
ところが「どこの馬鹿が変えてしまったのか逆ねじが今は主流です」
私の言葉ではありませんが「相手をどのように表現するかでその人間の中身も見えてくる」という言葉があります
しかしそう表現したくなるくらい、この業界では、困っているのです
大きな会社ですと、分業制ですし設備によって前進後退のハンドル操作が逆の機械たちがバラバラに転在していても問題ありません。
あるいは、あえて少し不便にすることで素晴らしい、その他設備の「ありがたさ」を忘れ、まかされた人間の「あって当たり前」という気持ち、慢心する心を
戒めるためにあえて交換しない。・・・ということもあるのですが、飼いネコも入れて4人という家内工場(こうば)の場合、この業界の工業主が訪れた場合おもむろに汎用旋盤のハンドルを手前に回して
テールストックが前進せず後退すると「ああ、ここは考えがないな」・・・と思われてしまうので(いえ、実際回すんです)「非常に不名誉なこと」ということで、個々の改造は「マスト」(must)です。
へら絞り作業は汎用旋盤作業と違い、頻繁にハンドル操作をするので、ハンドルの正逆は非常に重要な問題になります。逆に汎用旋盤のみの操作をする人の場合同じ条件で10年使用した場合
「正逆どちらが理にかなっているか?」と質問されて「正」と答える程度で、逆ねじが入っていてもさしたる問題ではありません
へら絞り業界では普通、「汎用旋盤」は「絞り旋盤」に合わせて左に回すと前進。右に回すと後退する方式に改造しなければなりません
国内メーカーではフランス式旋盤を製造していた「昌運」などが戦前から続く(内部が)正ねじ方式を採用しているほか、フランス式が関係あるかどうかは知りませんがブルーライン、中部工機などのメーカーは
工場出荷モード(標準装備)では正ねじ方式を採用していました。
池貝、ワシノ、津田、大矢、浜津 その他ほとんどのメーカーは昭和30年くらいを境に、逆ねじを入れるようになってしまいました(汗
これは私の邪推ですが汎用旋盤ではなく専用機で台形ねじ切りをするときに、逆ねじのほうがキリコが重力で落下してくれるので(バイトの取り付けはさかさまになるから)ワークに詰まらない、生産性が良い
という理由で「逆ねじ」に変わったのではないかと・・
汎用旋盤を新品で購入する場合は、内部ねじを逆に指定して売ってもらうことは容易なのですが、小さな会社で、しかも、これ会社の設備ではなく工場内の機械は殆ど私の私物なので、その戦法は無理…ということで、改造しか手はありません(先代の装備は殆ど自宅の旧工場に放置されています)
「井の中の蛙」故に外海のことは知りませんが、例えば横綱は部屋の食事の用意「ちゃんこ」を作ることはできますが、作りません。十両以下の力士の人が作っています。これも修行のうちです。
このねじ切り作業はこの業界では横綱はもちろん序二段でさえ普通、切れても切りません。その時間を自分の仕事に専念して他者に任せます
で、私の場合、「家事手伝いの私物」10台以上の旋盤の改造を、たとえ一台でも外注に出すことを許すような上層部ではないので、自分で切る以外ありません。これが仕事であれば、難しいことではないのですが、自分の仕事の他に、会社の整備(機械の改造、ジグ作り、道具つくり、引っ越しの後始末)そして、これが最も厄介、父親の付き人・・・・つまり父親は絞り加工しかしませんので(板切りはする)父親の絞る金型の製作、絞り加工後のチリ切り作業という「製品の薄物削り作業」そして、これが一番厄介な作業なのですが、「難しい仕事」というのは、10年、いや100年の天才でないと絞れない!ということではないのです。もちろん例外もありますし絞りの職人の技量が水準に達していなければ当然できないのですが、それは論外として、特殊な仕事は、ただ図面通りに制作ではなく「どのような金型を作り」「どのような工程で絞り加工をするか」頭の中で考えて金型を「絞り職人が」(←ここがポイント)制作します。この工程を「机上の空論」といいます。
この「机上の空論」で製作されたり考慮された金型と段取りで、絞り加工を行います。運がいい時は、計算通りに成功してしまうこともたくさんありますが、難しい仕事というのは、そこで寸法誤差はもちろん、理論上、無理が生じる段取りや金型部分を見つけ出し、修正します。いろいろあるのですが、工程上の矛盾の修正法は割愛させていただきますが、一部の寸法が5大きいとすると、理屈では金型を5小さくすれば、リミットに入りますが、ロジックがあってそれを割り出すのは非常に難しく(昔の人は、理屈通りにいかないといいますがそうではなく理屈が割り出せない)私も割り出せないので5ではなく(例えば)3金型を小さく修正し、絞り加工を再度して、さらにそこで出た誤差を割り出し・・・(実際はこのような単純な話でもなく、寸法だけではなく工程の工夫などもありますが)・・と、まぁ誰かが考えなければなりません(どこの工場でも誰かがやってます。皆ができるわけではありません)ここまでやると・・・お膳立てをすると「キット」のように作業が容易になり「絞り旋盤」の前に立てば誰でも(水準以上の技量があれば)難加工ができるのです
・・・・これをやらなければならない・・・・・世の中には、とある理由で、この工程を作業員に意図的に教えないケースもあるかもしれませんが、父親には覚えるようにいろいろと訴えるのですが「やってくれる人がいる」と、安心してしまうのか「覚えようという気」にならない。じゃぁ、一人で仕事をしていたら・・・?
「頼りになるのは自分だけ!」ということで、必死に考えて生きる・・・・のではなく、自分の思いつくスキルで、できる範囲の仕事をする・・・です(汗
教訓:例外も多々あるが、プラモデルのようにキットになっていれば、10年に一人・・100年に一人の逸材でなくても、その加工はできる。そして、まったく同じ系列の仕事が来たらそれに関してはノウハウとして蓄積されているので自力で製品にできる。しかし、やってくる特殊な仕事は、ケースバイケースなので「ゼロの状態からキットにする」工程も、ある程度の時期が来たらできるようになっていないと、いつまでも社内のキットを考える人間に依存して生きなければならない・・・
・・・と、まぁ、長くなりましたが、雑用の他に、自分の担当する「絞り加工の」の一部「特殊な段取り、金型の製作修正」(プラモデルのようなキットにする試行錯誤)&その段取り(キット)を利用した絞り加工の他に父親のキット作り(特殊でない仕事は金型を渡した時点で終わりです。修正等、あとは自分で考えろ!的な)をする・・・この一連の作業をこなさなければならないので、もう2年くらい画像の使用する旋盤は逆ねじのままです(もちろん他の旋盤も)
設備を急激に増やすと、こういう問題に陥るのですが、使用していてうっとおしいので(混乱せず両方使えるようにはなります。でもそんな技術はいりません)ほかの雑用を停止して、ようやく重い腰を上げ作業開始です
(まぁ、何かブログに記事を書かなければならない…ということもあるのですが)
で、旋盤には「大ハンドル」「中ハンドル」「小ハンドル」という3つのハンドルがあってそれぞれにメモリがついていて「ねじのピッチ」がメモリの情報に直結するワケですが
同じように、テールストックのハンドルにもメモリがついていて(小さい旋盤には付いていないこともあります)メモリとの関連故に回しても回してもなかなか前進、後退しないテールストックもあります
まだ日本がミリねじではなくインチねじを使用していたころのテールストックは「インチねじはのぅ・・前後の移動が速くて便利だったんじゃぁ・・」という話も耳にします
ですから、改造するときは逆ねじを正ねじにするだけではなく、どうせ新造するのであれば、ねじのピッチも使いやすいものに変更するのがスマートです(偉い人にはそれが判らんのです 汗)
(余談ですが内部ねじを変えないで、前進、後退の速くするには今ついているハンドルを小さいものに交換。遅くするには逆に大きなハンドルをつけます。偉い人にはそれも判らんのです!)
・・・と、まぁ、ずいぶん長い前置きになりましたが台形ねじにはJIS規格があって26φや28φはP5 30φでP6と決まっていて、それらねじを購入してもゲージにはできないワケです
普通は、シャフト用ねじ専門メーカーに特注で規格外のピッチのゲージ用ねじを制作してもらうのですが、規格ねじは殆どタダで購入できる金額に対して特注は高額になります
私がこの会社の常務だったら・・・いや、一社員だったら・・いやいや、お手伝いでも、聞く耳を持った親を持つ子供だったら、メーカーに制作してもらい使用後はゲージとして大切に保管して何かの時に再び・・・
それはともかく、総統は総統なので(まぁ両親のことなのですが。確か総統の口癖は「うるさいっ!黙れロンメル!!」)自分で切ります。
で、何を騒ぐかといいますと、ねじはゲージがない場合は送り込みの条件等、いろいろと計算して最も適した形状に仕上げなくてはなりませんが、素人の私にはその条件は判りません
この場合の「送り込みの条件」とはねじ切りのコツの送り込み条件ではなく、完成させるねじの条件のことです。
で、仕方ありませんので、交換前の雄雌の逆ねじの、メスの下穴とオスの外形から高さ等は簡単に割り出せますので、そこからそれ以外は目見で体裁よくねじを切ります。まぁ、目見当とはいえ
長年の経験で、使用していて問題ない普通のテールストック改造ができることは想像ができるので、気にはしません。(不安要素はありませんが、まれに予想通りにいかないこともちょいちょいしばしば・・)あと、JIS規格のねじであればP5はP5のP6はP6の規格(約束)は明確に決まっているので、太さ(径)だけが特殊になるだけで山の深さや上と下の平面の距離等々は、JIS規格と同じで良いのです。よって問題は「ゲージがない」ということだけです
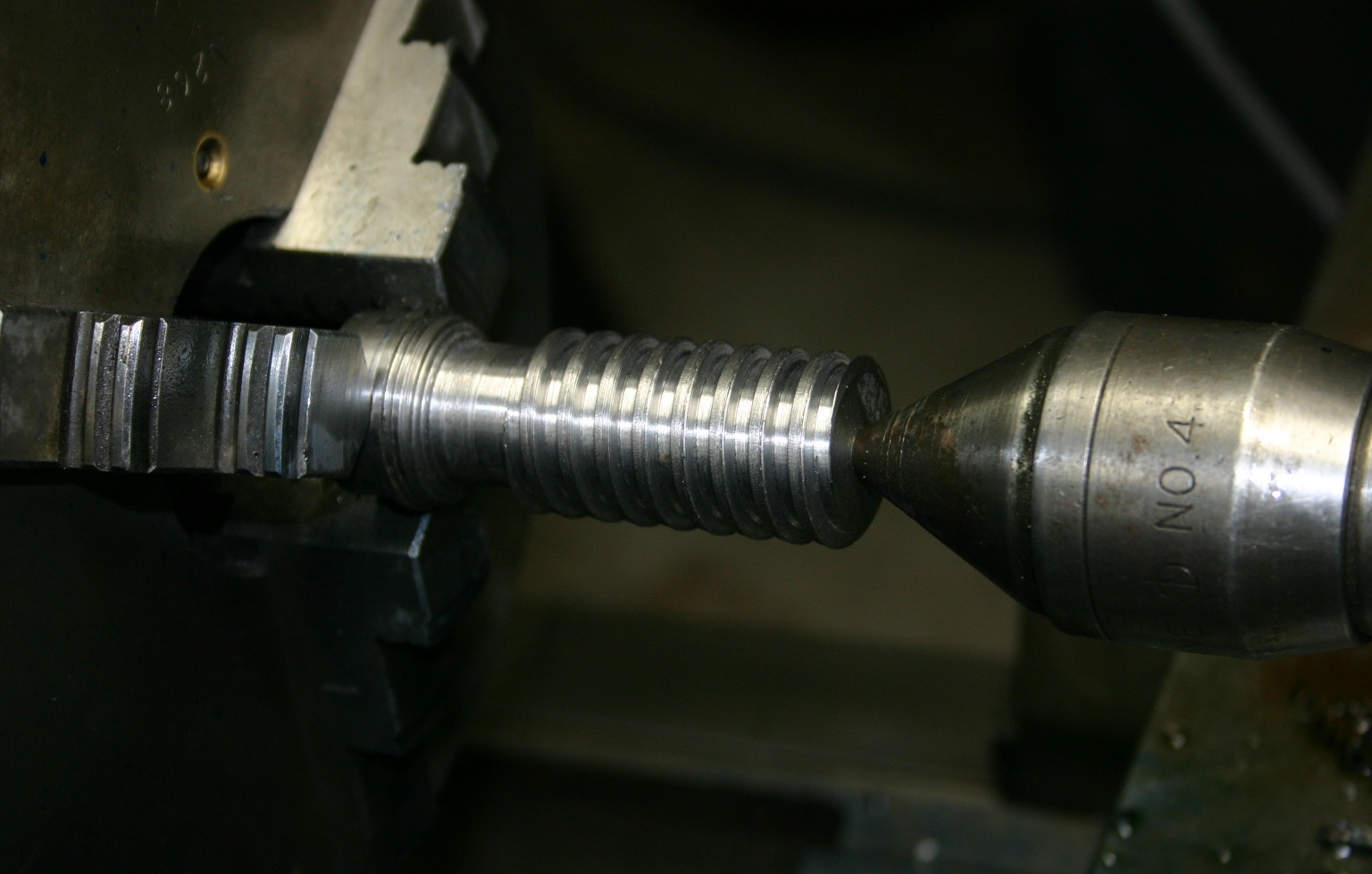
画像をクリックすると、拡大写真が見れます。よく見ていただきますと、ねじの谷(溝)に対して外形、山のほうの「平らな部分」の目が荒れているのが確認できると思います
理由は、「私はバカです」ということで、旋盤というものはマザーマシンなのですが複数の旋盤を使っていると(例えば今回はねじ切り)マザーマシン中のマザーマシンでしかねじ切りはしません
旋盤機動部隊は連合艦隊のようなもので、定石では一番どうでもよい旋盤、あるいは3番艦あたりを改造すべきだったのですが、まずはマザーマシンから!ということでねじ切り旋盤では1番艦の池貝A25という9尺なのか10尺旋盤のテールストックをバラしてしまいました
当然、旗艦をバラしてしまったので旗艦でねじ切りはできません
そこで滝沢「TAL-460」という旋盤でねじ切りをしたのですが切っていて0.3くらい送り込んで「どうもおかしい??」バイトが毎回同じところを走らない(そこで青タケを塗って確認)
つまり「ハーフナット」を外して入れなおすと、位置がずれることに気が付いたのです。タチの悪いことに当社ではピッチ4の普通のねじはよく切るのですが、その時は普通に使用できたのにかかわらずピッチが荒くなったらまともに動かないのか、60度の三角ねじならズレない、角ネジ切りの場合誤動作する要因がある??等々考えられます
この旋盤はワンオーナーではなく前のオーナーがずいぶん丁寧に使用していた機械だったのですが、ねじ切りを全くしない、なおかつ、故にハーフナット内部にゴミがたまって完全に「親ねじ」とかみ合わないので条件が変わる。なども考えられます
で、今は原因の調査などしていられないので、とりあえずハーフナットは入れっぱなし、正転と逆転でエプロンを移動させて完成させました。そういった理由で表面が「ささくれている」ネジなのです
「これじゃダメじゃん!」と思われるかもしれませんが、そもそも規格がないねじを作るので問題はありません。今度はこれをもとに雌ねじを切って、ふつうはゲージが入ったところで完成ですが
ゲージが以上の理由で100点満点ではないので、入ったところで止めず、ほんの少しさらに送り込んで完成させる。つまり製品でもあり、次に作るオスねじのシャフトのゲージにもしてしまうのです
雌ねじはゲージというより製品なので素材は砲金です。私はアタマの回転が悪いので、先ほどのオスゲージと同じ要領でハーフナットを外さず時間をかけ、不便な状態で雌ねじを完成させたのですが、完成してから気が付きました。それは・・・
今使った滝沢「TAL-460」ですが
「所詮、弊社のTAL-460などわれら機動部隊の中では最弱!!」ということで2番艦は別の仕事の段取りになっていて使用不可、3番艦は父親が使用中ということで、たまたま、空いていたブルーラインの5尺旋盤のほうで(6尺も有)切りました。
まだ短いねじならともかく、シャフトのような移動時間の長い品物はハーフナットを上げられないとキツいものがあります
追記ですが、調整を直していない今、何とも言えませんが、調子が良くてもレバーを入れるとハーフナットが「スコン」と気持ちよく入ってしまう傾向にある気がします
普通、旋盤はどのメーカーでも、入らない状態から「ムリ ムリ ムリッ」っと、レバーが沈んでいくので、完全にハーフナットがかみ合った感覚と半クラッチのような状態で進んでしまった場合の違いが手先の感覚で容易にわかるのですが・・・。(半クラッチで進んだら、すぐニュートラにして再度入れなおす)滝沢は・・・。
分解して直してみないと何とも言えないのですが(ちなみにM62 P4の60度の三角ねじなら、普通に切れちゃうんですよね 謎)
最弱というのはこの業界では「切り落とし」のない6尺旋盤は「この業界で指す6尺旋盤」と同じだけ場所をとるができないことが多すぎる。ということです
ですから業界ではこの手のタイプの切り落としの無い旋盤は6尺では悪手。8~12尺にするのが定石になります
画像のネジはめねゲージねじ用、アタリを見る用なので、固定センターは使用しません(ご予算少々)回転センターを使用しました。
先端が超硬とはいえ使用すれば、固定センターの寿命が減りますので・・・落語、「味噌蔵」のケチ兵衛さんのようです。
外さないので4つ爪チャックを使用する理由もなし。このような短いねじですと、普通の60度のねじ切りより台形ねじのほうが簡単です
まず、切削抵抗が違います。あえて何が難しいかと言われれば、台形ねじ(オス)というものはほとんどがシャフトとして製作される物なので「ねじ切り」よりも、ねじ切り前のシャフトとしての精度を出すことのほうが面倒くさいと思います。長いものになると移動振れ止め一つでは対処できないそうです。私は知りませんが・・
次回は砲金のめねじ。その次はおねじのシャフト編になると思います
制作事例
- 台形ねじ切り