台形ねじ切り めねじの方 その2
| 名称 | 台形ねじ切り めねじの方 その2 |
|---|
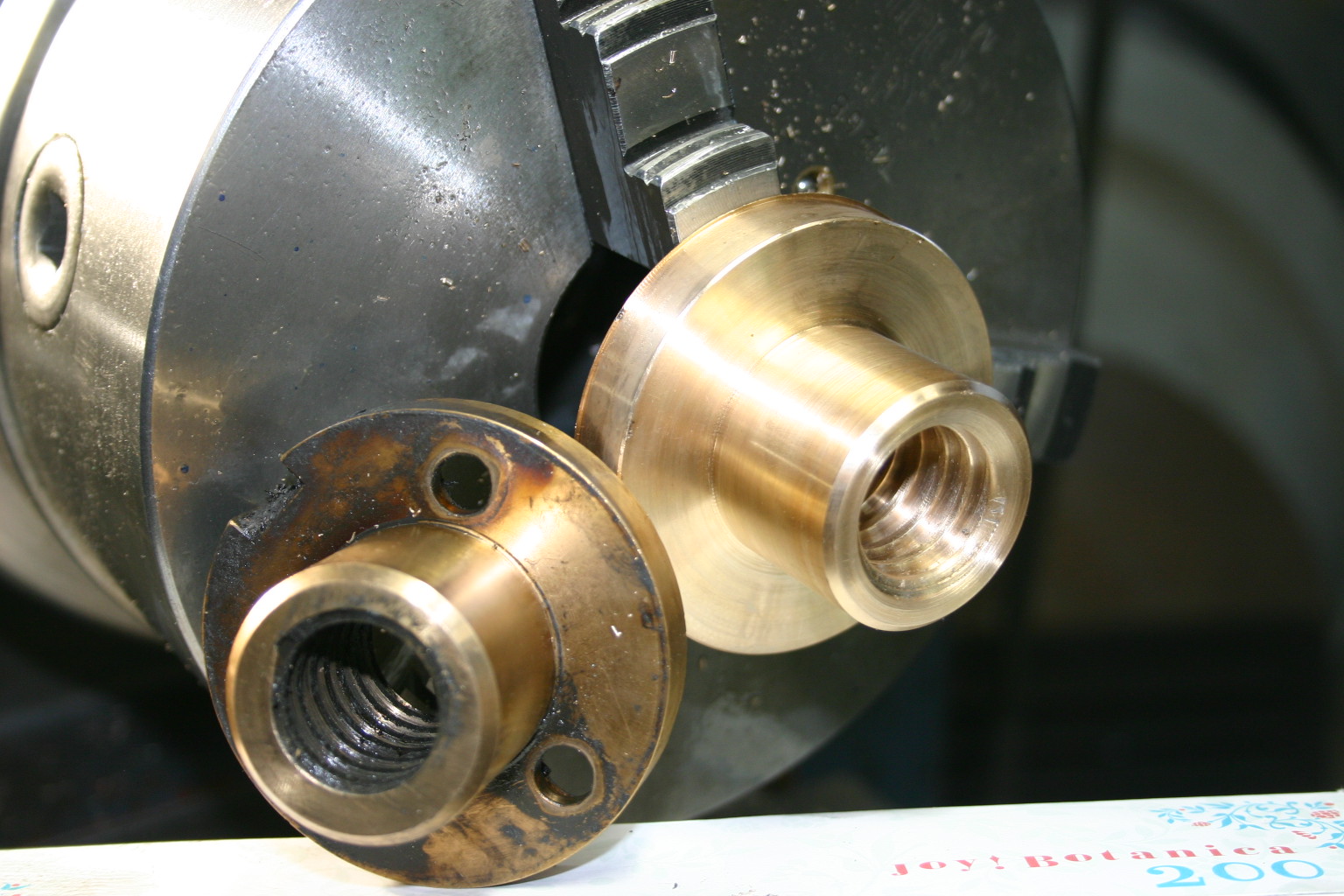
今度は「めねじ」切り。これで完成です
チャッキングの反転をするとどんなに頑張っても100分の1以内にしか入りませんし。ワークが中空なのでチャックの爪で絞めるとフライスのバイスと同じように
ワークが縮むので(フライスは仕上げ前に半絞めにできますが)素人の私はどのくらいまでの誤差の許容範囲が許されるかわからないので反転なし。故に三つ爪チャックで全作業仕上げています
そもそも反転しない一番の理由は「砲金の丸棒の材料費」が例えば50~100までの長さなら、どの長さでも「同じ値段」という切り売り方法だったので「使い捨てのくわえ代が取れる」これにつきます
画像をクリックして、拡大していただくとわかりますが、ねじの入り口に「ビビリ」が見えます
これは、ビビリではなく、ねじ切りバイトが突っ込んだ跡です(汗
瞬時に解除したので、使用するのにはまったく問題ありませんが、これ、誰かに納める品物だったらオシャカです(テールストック内部に入って見えなくなってしまうのだからイイじゃん!!半額にスルカラサァ・・・なんていうワケにはいきません)
敗因は以前説明させていただいたハーフナットの不調のほかに、滝沢TAL-450は「電源」と「送り」と「ねじ送り」この3つのレバーがすべて右側にそれぞれ出しゃばっていて(そんな旋盤他にない)「電源レバー」をニュートラにしようとして
何度も「ねじ送りレバー」をニュートラにしてしまったことにあります。そのままでは入れなおしても、突っ込むのは明らかですので、その都度修正していたのですが、その「危険回避」操作を2~3回ならともかくたくさんやっていると計算がずれて(ミスる)ついに「ドカン!」とやってしまったワケです。万一のために何かあったら瞬時に「ニュートラ→後退」の姿勢はとってあったので傷だけで済んだのですが・・・
で、「私はバカです!」とマジマジと思うきっかけになったことで、砲金が仕上がってから、「次の雄のシャフト・・・こんなクセのついた機械だと何が起こるか判らないよ・・・」と閉口してから、「別の空いている旋盤でねじ切りすれば良いのだ!!」とようやく気が付き、次の工程は「ブルーライン5尺で切っています」砲金も初めからそうするべきでした。
で、常々、思うのですが、滝沢TAL-460は日本ではかなりの割合で現在稼働している旋盤なのですが(新品も買えますし 枯らし方法は昔の同一機の方がよかったと思いますが 変形とか・・)右に出しゃばった3つの操作系レバーは毎日使っていれば自分の手足のように誤動作などなく使いこなせるのは当然ですが、津田同様、大ハンドルが一般的な旋盤の右仕様ではなく左についています(ふつうそれは4.5尺等の小型に多く見られます)
切削中に「大ハンドル」のメモリを普通の使い手は常に見るのですが、ブレーカーなどを使って重切削しているときはハンドルのほうに顔など近づけようものなら「大ヤケド」してしまいます
私は3軸のデジタルスケールを設置してそちらを見るようにして危険を回避しているのですが、ほかの奏者はどうやって使用しているのか・・・・
私だったら例えば深さが120だとすると115あたりにマジックで印を入れて、そこまでは自動。で、そこからは大ハンドルを手送りで回しキリコが飛散しないように切削しつつ、あと(約)5ミリ先のメモリの位置まで送り込むかなぁ…??
あと、あまり砲金を削る機会がないので感じるのですが完成後切削油を除去しても砲金はすぐ変色しますね。削りたては「真鍮」のような色をしていますが時間経過で「砲金」の色になってしまうような・・
< 台形ねじ切り めねじの方 | 一覧へ戻る | 台形ねじ切り 完成 あとは反転して軸受用ナットの切り欠きナット用のねじ切りとかH交差とか・・ >
制作事例
- 台形ねじ切り